











































A primary jaw crusher is the gatekeeper of the whole plant: get its gape and setting wrong and nothing downstream can recover. Sizing one is a short chain of decisions — feed top size fixes the gape, the closed-side setting fixes the reduction and product, and the two together fix the capacity.
None of it requires proprietary software: a feed top size, a target product, a throughput figure and the manufacturer’s capacity curve are enough to land on a machine with confidence. We take each step in turn and then size a jaw two ways — from the product you want, and from the tonnage you must hit — so the method works whichever constraint you start from.
Step 1 — the gape from feed size
A jaw should be fed lumps no larger than about 80% of its gape, or it bridges and stalls:

So 500 mm feed needs a gape of at least  .
.
Step 2 — setting, reduction and product
The closed-side setting (CSS) controls product size and reduction. The limiting reduction ratio is

which should stay at or below about 6 for a healthy chamber. Tighten CSS for a finer product and you raise  — past ~6 the chamber packs.
— past ~6 the chamber packs.
| Symbol | Meaning | Rule of thumb |
|---|---|---|
| gape | Feed-opening depth | ≥ max feed / 0.8 |
| CSS | Closed-side setting | sets product P80 ≈ CSS |
| R | Reduction ratio | gape / CSS, keep ≤ 6 |
Step 3 — capacity
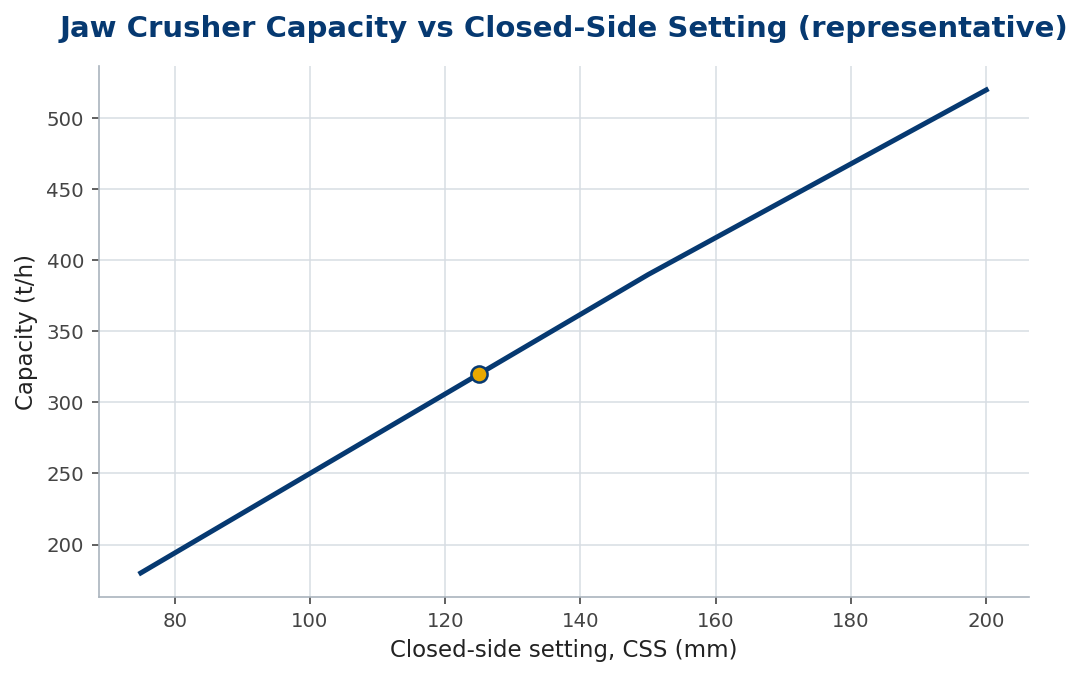
Throughput rises with CSS, chamber width, eccentric throw and speed. In practice you read it from the manufacturer’s capacity-vs-CSS curve for the chosen machine and correct for bulk density and feed gradation. Figure 1 is a representative curve for a 750 mm-gape jaw.
Worked example 1
Feed top size 500 mm, target ~120 mm product, 300 t/h. Gape: → choose a 750 mm gape machine. CSS for a ~120 mm product ≈ 125 mm, giving  — right at the practical limit. From Figure 1, capacity at CSS 125 is ~320 t/h — above the 300 t/h duty. The machine fits.
— right at the practical limit. From Figure 1, capacity at CSS 125 is ~320 t/h — above the 300 t/h duty. The machine fits.
The setting–reduction trade-off
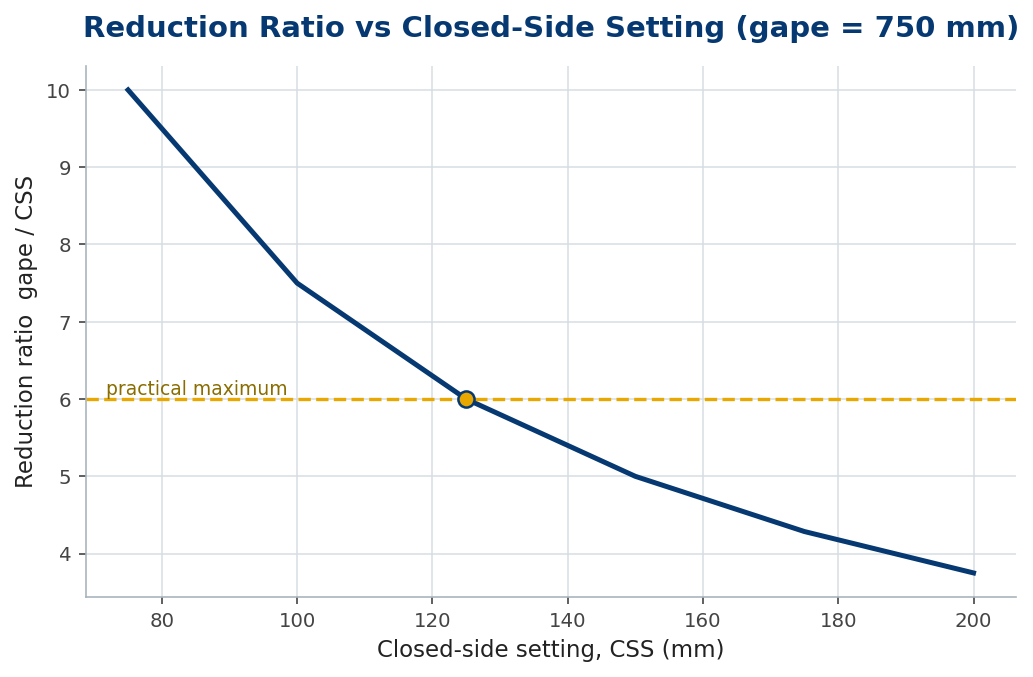
Figure 2 plots  for the same jaw. Below CSS 125 the reduction ratio climbs above 6 — the zone where chamber packing, power spikes and flaky product begin. If you need a finer primary product than CSS 125 gives, the right answer is usually a larger gape, not a tighter setting.
for the same jaw. Below CSS 125 the reduction ratio climbs above 6 — the zone where chamber packing, power spikes and flaky product begin. If you need a finer primary product than CSS 125 gives, the right answer is usually a larger gape, not a tighter setting.
Worked example 2 — sizing from throughput
A 250 t/h primary on 600 mm feed: gape  . Pick CSS so capacity ≥ 250 t/h with margin and
. Pick CSS so capacity ≥ 250 t/h with margin and  : CSS 125 gives 320 t/h and
: CSS 125 gives 320 t/h and  . Headroom lets you run a slightly tighter setting in soft rock without starving the secondary.
. Headroom lets you run a slightly tighter setting in soft rock without starving the secondary.
Nip angle, throw and speed
Gape and setting fix what a jaw can accept and produce; nip angle, throw and speed decide how much it actually passes. The nip angle — the angle between the fixed and swing jaws — must stay small enough for the chamber to grip the rock rather than spit it back. In practice it is held below about  : beyond roughly twice the steel-on-rock friction angle, particles slip upward instead of being drawn down and crushed, and the jaw ‘bounces’ its feed.
: beyond roughly twice the steel-on-rock friction angle, particles slip upward instead of being drawn down and crushed, and the jaw ‘bounces’ its feed.
Within that limit, capacity rises with the eccentric throw (a longer stroke moves more material per cycle) and with speed — but only up to the point where the chamber can no longer empty between strokes. Push the speed past that and throughput falls even as power climbs: the chamber chokes on its own product. That is why a jaw has a best-efficiency speed rather than a simple ‘faster is more’ relationship, and why over-speeding a jaw to chase tonnage usually backfires.
In practice
Capacity curves are quoted for choke-fed, free-flowing rock; the way you feed the jaw decides whether you actually get them. Keep the chamber roughly two-thirds full and feed across the full width, not down one side — uneven feed wears one jaw face and skews product shape. Trickle-feeding looks gentle but actually worsens shape, because particles are nipped singly rather than crushed against one another. And watch the toggle and tension rod: they are the deliberate weak link, so a plant that snaps toggles regularly is almost always being fed oversize or run too tight — fix the feed before blaming the steel.
Common mistakes
- Feeding above 80% of gape. Bridging stalls the jaw and hammers the toggle.
- Chasing a fine product on a small jaw. Tight CSS → high → packing; size the gape up instead.
- Ignoring bulk density. Capacity curves assume a reference density; light or wet feeds cut tonnage.
Frequently asked questions
Is a jaw rated by gape or width?
Both: the feed opening is width × gape (e.g. 1100 × 750 mm). Width influences capacity; gape limits feed top size.
Jaw or gyratory for the primary?
Jaws suit lower tonnages and portable plant; gyratories dominate very high primary tonnages with continuous choke feed.
How close is product size to CSS?
P80 is roughly the CSS for typical rock, a little coarser for slabby or elastic material; confirm with a gradation check.
Feed presentation: the 80 per cent rule
A jaw crusher sized perfectly on paper still under-performs if it is fed badly, and the first rule of feeding a jaw is the 80 per cent rule: the largest feed lump should be no more than about 80% of the gape. Feed it lumps closer to the full gape and they bridge across the opening — sitting on the jaw plates without entering — stalling the feed and forcing dangerous manual intervention.
Bridging is the jaw’s characteristic feed failure, and it is a sizing-and-feeding problem, not a power one. A bridged lump is not too hard to crush; it is too big to enter. The defences are to size the gape for the real top size with margin, to scalp oversize off before the jaw, and to control the feed so lumps present singly rather than arriving as an interlocking mass that arches over the mouth.
Even feeding matters as much as top size. A jaw wants a steady, full-width ribbon of material across both crushing plates, not a slug dumped down one side. Uneven feed crushes only part of the chamber, wears the plates asymmetrically, and loads the toggle and bearings unevenly — which is why a controlled feeder, not a direct truck dump, sits ahead of a well-run jaw.
The discipline ties back to the capacity calculation: the formula assumes the chamber is choke-fed across its width with appropriately sized feed. Starve it, feed it one-sided, or feed it oversize that bridges, and the real throughput falls well below the calculated figure — the jaw is capable, but it is never given the chance to crush. Sizing and feeding are two halves of the same job.
The bottom line
Sizing a jaw is a chain you can do on the back of an envelope: gape from feed top size, setting from the product and the reduction limit, capacity from the machine’s curve. The judgement is in respecting the limits — 80% of gape on feed, a reduction ratio near six, a nip angle that grips — rather than asking one machine to do a two-machine job.
When the numbers fight each other, enlarge the gape rather than over-tighten the setting. A bigger primary fed gently almost always beats a small one run hard — in shape, in wear and in uptime.
Key takeaways
- Gape ≥ max feed / 0.8; feeding larger bridges the chamber.
- Reduction ratio
 gape / CSS — keep it at or below ~6.
gape / CSS — keep it at or below ~6. - Capacity comes from the machine's CSS curve, corrected for density and feed.
- Need a finer primary product? Enlarge the gape rather than over-tighten CSS.