











































In any closed-circuit crushing stage, the oversize that fails to pass the screen is returned to the crusher and runs through the circuit again. That recycling stream — the circulating load — never appears on the product belt, yet it quietly dictates how hard the crusher and screen actually work. Size your equipment for the fresh feed alone and you will build a circuit that chokes the day it is commissioned, then spend its whole life wondering why the ‘200 t/h’ plant only makes 150.
This article derives the circulating load from first principles, works two numerical examples, and shows with two charts why circulating load — not nameplate power — is usually the real ceiling on a closed circuit.
Why close the circuit at all?
An open circuit makes a single pass: whatever the crusher produces is the product, oversize and all. To guarantee a top size you would have to crush very fine, wasting energy and over-producing fines. A closed circuit instead screens the crusher discharge and returns the oversize, so the product is tightly controlled to the screen aperture. The price of that control is recirculation, and recirculation has to be designed for, not discovered.
What ‘circulating load’ really means
Picture a tertiary cone in closed circuit with a single-deck screen. Three streams matter: the fresh feed  entering the circuit, the product
entering the circuit, the product  (screen undersize leaving the circuit), and the return
(screen undersize leaving the circuit), and the return  (screen oversize sent back to the crusher). The crusher and screen never see on its own; they see the combined screen feed
(screen oversize sent back to the crusher). The crusher and screen never see on its own; they see the combined screen feed  . The whole design question is: how much bigger than is ?
. The whole design question is: how much bigger than is ?
The governing equation
Two mass balances settle it. First, at steady state nothing accumulates, so what leaves the circuit equals what enters it:  . Second, balance the undersize (finished) material. Let
. Second, balance the undersize (finished) material. Let  be the fraction of finished undersize already present in the crusher product, and
be the fraction of finished undersize already present in the crusher product, and  the screen efficiency — the fraction of that undersize the screen actually recovers to product. The undersize sent to product each hour is
the screen efficiency — the fraction of that undersize the screen actually recovers to product. The undersize sent to product each hour is  , and that must equal the product rate :
, and that must equal the product rate :

Divide through by and let  :
:

| Symbol | Meaning | Typical range |
|---|---|---|
 | Circulating load ratio (return ÷ fresh feed) | 0.5 – 2.5 |
| Screen efficiency (undersize recovery) | 0.75 – 0.95 |
| Undersize fraction in crusher product | 0.35 – 0.65 |
falls, the denominator shrinks and climbs — steeply. A circuit is far more sensitive to a blinded or overloaded screen than most operators expect, because the screen both sets the product rate and creates the recycle.Worked example 1 — sizing the circuit
Take a cone discharging material that is 50% finer than the screen aperture ( ) into a screen running at 90% efficiency (
) into a screen running at 90% efficiency ( ):
):

So the circulating load is 122% of the fresh feed. If the plant is fed at  , the return is
, the return is  , and the screen feed is
, and the screen feed is

The screen and the cone must each be specified for 444 t/h, not 200. Note the knock-on for power, too: the crusher does work on 444 t/h, so the connected motor and the closed-side setting must suit the recirculated tonnage, not the belt-scale reading at the plant inlet.
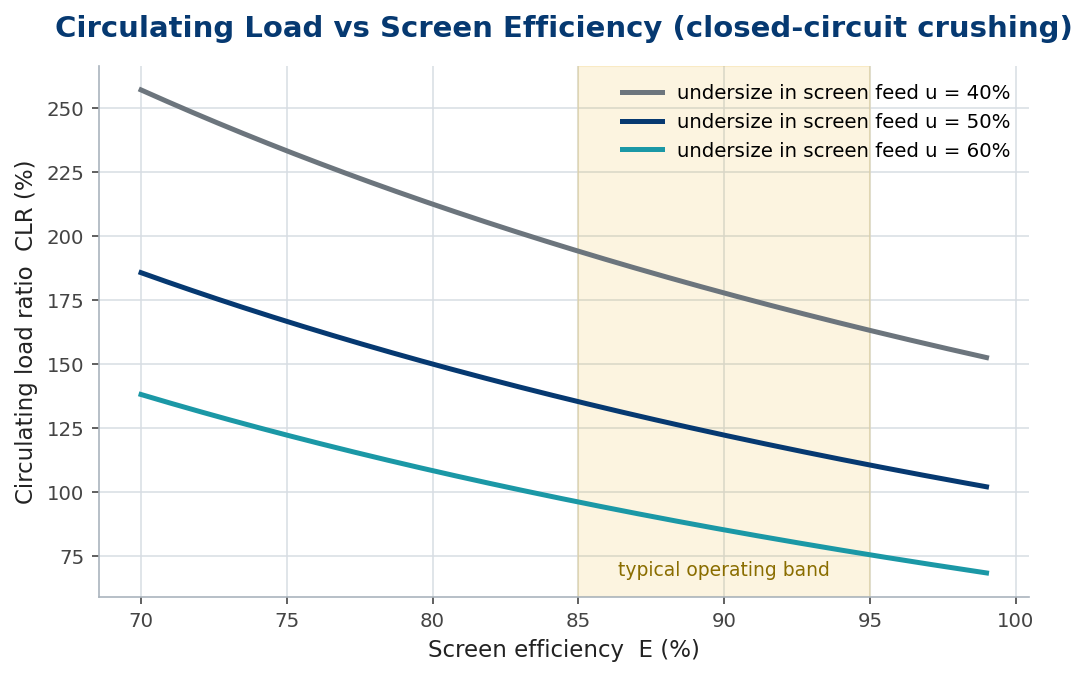
How sensitive is the circuit?
Holding and varying only screen efficiency shows why screen health is a throughput issue, not just a product-quality one:
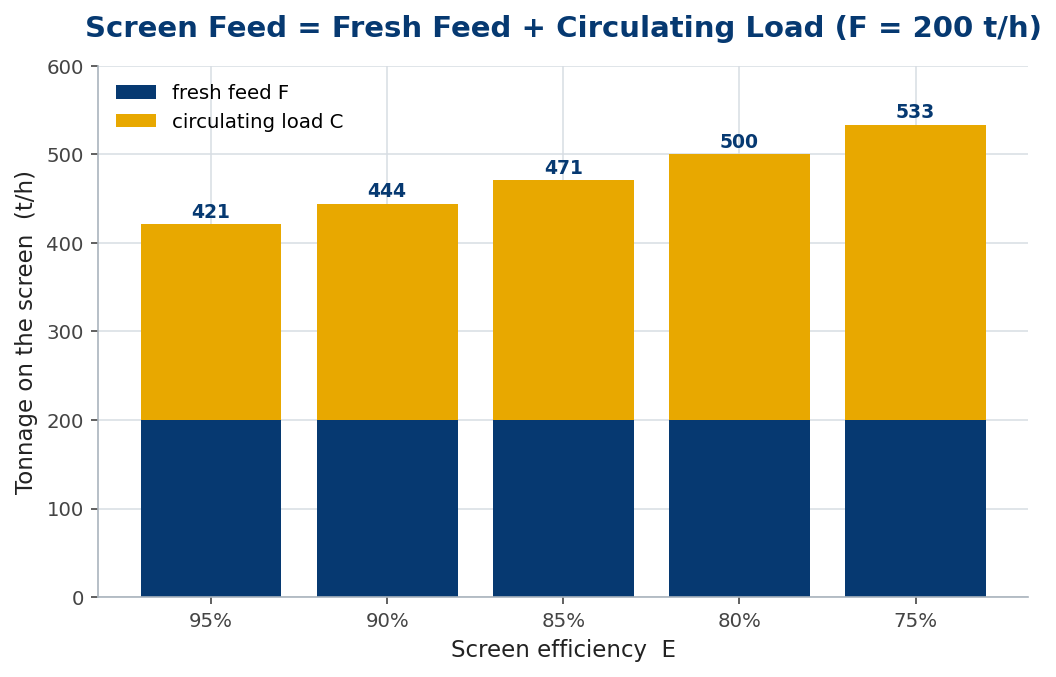
| Screen efficiency E | CLR | Screen-feed multiplier (1 + CLR) | Screen feed at F = 200 t/h |
|---|---|---|---|
| 95% | 110% | 2.11 | 421 t/h |
| 90% | 122% | 2.22 | 444 t/h |
| 85% | 135% | 2.35 | 471 t/h |
| 80% | 150% | 2.50 | 500 t/h |
| 75% | 167% | 2.67 | 533 t/h |
Dropping from 95% to 75% efficiency — an entirely realistic slide as media blinds or the bed deepens — raises the load on every component by 27%. The same physics is easier to feel as tonnage:
Worked example 2 — the mid-shift efficiency slide
Suppose the screen was sized for 460 t/h — comfortable for the 90%/444 t/h design point. Now the cloth begins to blind and efficiency drifts to 80%. Screen feed rises to 500 t/h, which is 40 t/h above the deck’s capacity. The bed deepens to pass the extra tonnage, which drops efficiency further — say to 75% — pushing screen feed to 533 t/h. The circuit is now in a runaway spiral: every loss of efficiency increases the load that caused the loss. In practice the operator sees the recycle belt heaped, the cone choking, and fresh feed having to be cut to 150 t/h to stabilise — a 25% throughput loss from a screen problem, not a crusher one.
Common mistakes
- Sizing to fresh feed. The single most expensive error: the screen and crusher must be specified to
 , routinely 2–2.5× the inlet tonnage.
, routinely 2–2.5× the inlet tonnage. - Ignoring near-size material. Particles just above and below the aperture are the hardest to screen and inflate faster than the average suggests.
- Chasing a tighter CSS without screen capacity. Tightening the closed-side setting raises (good for ) but also raises the tonnage of fines the screen must handle — verify the deck can take it.
- Reading only the inlet belt scale. Put a weightometer on the recycle belt; it is the earliest, clearest warning of a circuit going unstable.
Frequently asked questions
Is a high circulating load a bad thing?
Not in itself. A moderate, stable circulating load is the normal, efficient way to control product top size. The danger is a rising circulating load that signals a screen losing efficiency — that is what spirals.
What circulating load ratio is typical?
Closed-circuit crushing commonly runs a CLR of roughly 0.5 to 2.5, with 1.0–1.5 a frequent design band. Closed grinding circuits run far higher (250–350%).
How do I lower circulating load?
Three levers: raise screen efficiency (correct stroke, slope, media; avoid bed overload), tighten the crusher setting to increase , or add screen area so the deck is not the bottleneck.
Key takeaways
- Circulating load is set by screen efficiency and undersize fraction:
 .
. - Equipment must be sized for the screen feed , routinely 2–2.5× the fresh feed — including crusher power.
- A falling screen efficiency raises circulating load non-linearly; the circuit is most fragile exactly when the screen is neglected.
- Watch the recycle belt scale and crusher current — they flag a runaway spiral before the product belt does.
- Closed-side setting and screen health are your two levers for a fast, stable circuit.