











































Manganese liners are among the three largest consumable costs in any crushing plant, and they are too often changed on a calendar hunch. Pull them early and you scrap good metal; run them too long and a worn-through profile loses product shape, wastes energy, and can damage the crusher frame. Tie wear to the rock’s abrasion index and you can forecast replacement by tonnage — and even find the cost-optimal interval, not just the mechanical one.
The abrasion index, briefly
Bond’s Abrasion Index  is a laboratory measure of how aggressively a rock removes metal. The higher , the faster the liner loses thickness per tonne:
is a laboratory measure of how aggressively a rock removes metal. The higher , the faster the liner loses thickness per tonne:
| Rock type | Typical Bond Ai | Relative wear |
|---|---|---|
| Limestone / dolomite | 0.02 – 0.20 | low |
| Granite / basalt | 0.30 – 0.50 | medium |
| Quartzite / high-silica | 0.60 – 0.90 | high |
| Taconite / ferro-silicate | 0.80 + | severe |
A simple, calibratable wear model
Over the working life of a liner, depth loss is close enough to linear with throughput to plan around. Define a wear rate  in millimetres of liner per 1000 tonnes, proportional to abrasion index:
in millimetres of liner per 1000 tonnes, proportional to abrasion index:

| Symbol | Meaning | Units |
|---|---|---|
| Wear rate | mm per 1000 t |
 | Liner life (throughput to wear-out) | tonnes |
 | Usable liner depth before replacement | mm |
 | Site constant (calibrate from your own records) | mm·1000t |
| Bond abrasion index of the feed | – |
folds in your crusher type, setting, speed and liner alloy. Back it out from two past liner changes (depth lost ÷ tonnes run), then the model predicts the next one to within a few percent for most of the life.Worked example 1 — life in tonnes
A secondary cone crushing granite ( ) has a usable liner depth of
) has a usable liner depth of  . Plant records show the last set lost its 55 mm over 324,000 t, so the observed wear rate is
. Plant records show the last set lost its 55 mm over 324,000 t, so the observed wear rate is

That fixes the life directly:  . Running at 250 t/h for 4,000 operating hours a year (1.0 Mt/yr), one liner set lasts about 0.32 years — roughly 16 weeks. Maintenance can now book the change against a tonnage counter, order manganese on lead time, and stop guessing.
. Running at 250 t/h for 4,000 operating hours a year (1.0 Mt/yr), one liner set lasts about 0.32 years — roughly 16 weeks. Maintenance can now book the change against a tonnage counter, order manganese on lead time, and stop guessing.
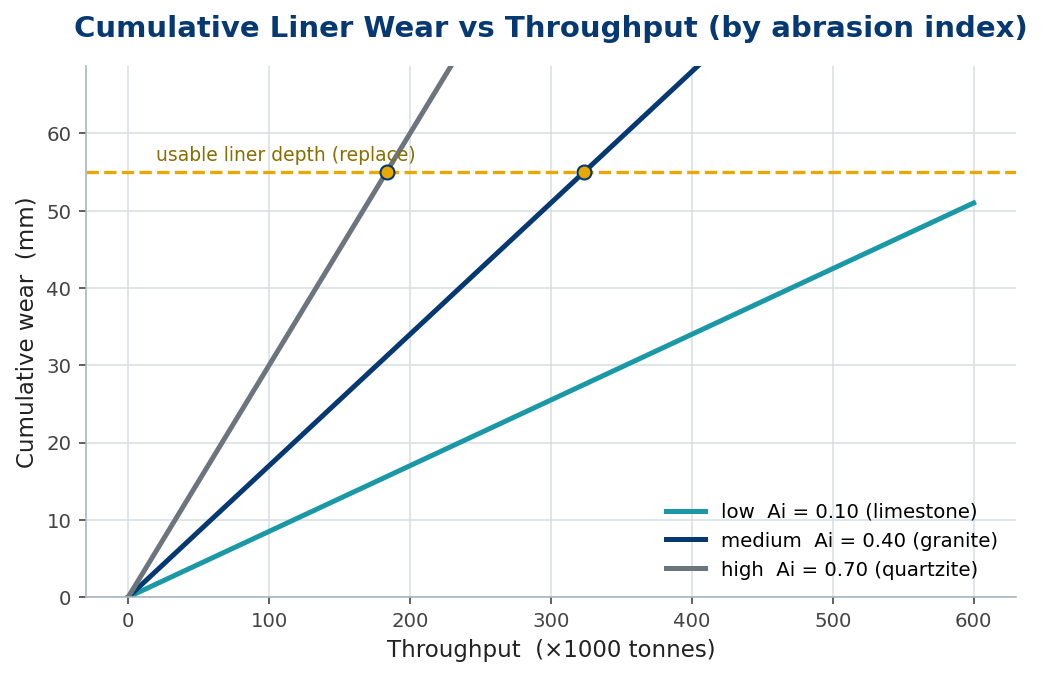
Life across abrasion classes
For the same 55 mm usable depth, the rock you feed swings liner life by more than 3×:
| Feed (typical Ai) | Wear rate w (mm/1000 t) | Liner life L | Weeks at 1.0 Mt/yr |
|---|---|---|---|
| Limestone (0.10) | 0.085 | 647,000 t | ~34 weeks |
| Granite (0.40) | 0.17 | 324,000 t | ~16 weeks |
| Quartzite (0.70) | 0.30 | 183,000 t | ~9 weeks |
Worked example 2 — the cost-optimal interval
Mechanical wear-out is not always the cheapest moment to change. Two costs pull in opposite directions. The amortised liner cost per tonne falls the longer you run (you spread one set over more tonnes). But as the profile wears past about three-quarters of its depth, the crusher loses product shape and energy efficiency, and the risk of a damaging breakthrough rises — an inefficiency-and-risk cost that climbs steeply near the end. Their sum is U-shaped:
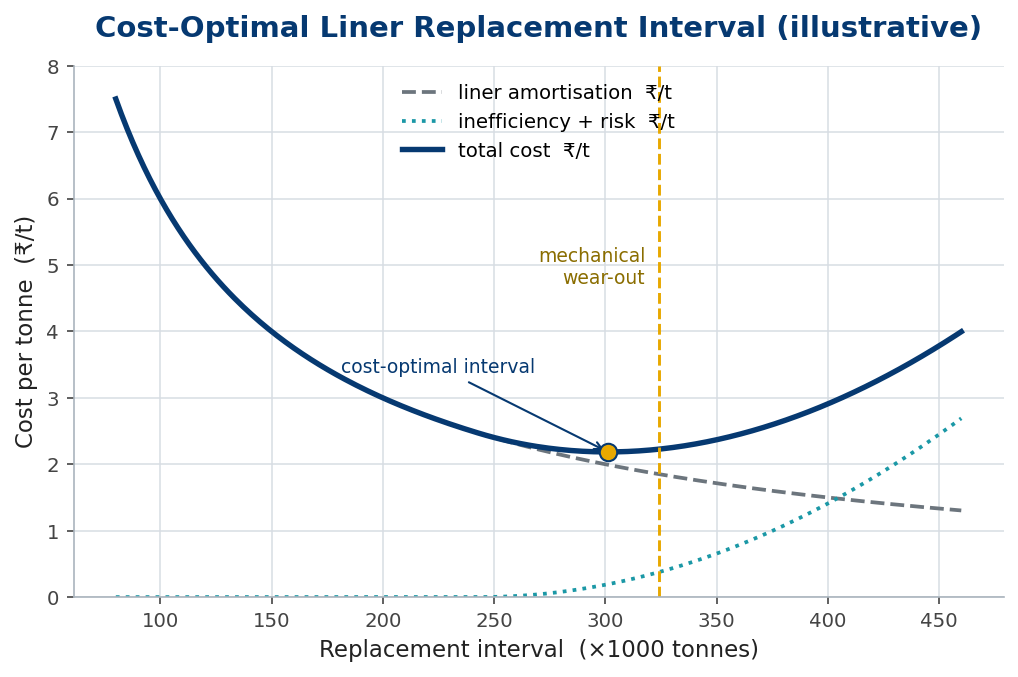
For this granite duty the minimum total cost lands near 300,000 t — about 1,200 operating hours, or roughly 14–15 weeks — rather than stretching the last millimetres to 324,000 t. Changing a touch early trades a small amount of unused metal for a larger saving in crushing efficiency and avoided risk. The exact optimum depends on your liner price, downtime cost and how fast efficiency decays — but the shape is universal: there is a sweet spot, and it is usually just shy of wear-out, never far past it.
Condition monitoring that feeds the model
- Profile gauge or 3D scan at every shutdown. Turns the model from a forecast into a measured trend and catches uneven wear early.
- Power and product trends. A creeping specific energy (kWh/t) or a coarsening product at constant setting is the efficiency decay in Figure 2 showing up before you open the machine.
- Measure the worst point, not the average. Liners wear fastest at the choke zone; life is set by where the metal runs out first.
Common mistakes
- Calendar-based changes. Tonnage, not weeks, drives wear; a slow month and a flat-out month are not the same liner life.
- Forgetting the quarry moved. A new bench or blast can shift ; re-check it when the geology changes.
- Running past the knee. The linear model under-predicts wear at end-of-life; plan the change before the curve steepens.
- Not re-fitting after an alloy or setting change.
The operating levers that set the real wear rate
The abrasion index fixes how aggressive the rock is, but how the crusher is run swings the wear rate around that baseline — sometimes by as much as the rock itself. Two identical crushers on the same feed can wear their liners at markedly different rates purely on operating practice, which is why wear life is a management variable, not just a property of the stone.
Choke feeding is the largest lever. A choke-fed chamber, kept full so rock crushes against rock, distributes the wear over the whole liner and reduces the direct metal-on-rock gouging that a starved, trickle-fed chamber suffers. A crusher run choke-fed not only makes better-shaped product but wears more evenly and more slowly per tonne — the same setting, a longer liner life, simply from keeping the chamber full.
Feed distribution is the close second. Feed dumped to one side of the chamber gouges that side while the other barely works, so the liner wears asymmetrically and must be changed when the worst zone is finished, wasting the metal still left elsewhere. Even, centred feed — the job of the feed arrangement above the crusher — spreads the wear and extracts the full life from the whole liner. Reduction ratio and setting matter too: working the liners harder for more reduction per pass, or running an unnecessarily tight setting, trades liner life for product size you may not need.
So read the wear model’s rate as a baseline the operator moves. Choke-feed the crusher, distribute the feed evenly and centrally, and avoid crushing finer than the product requires, and the liners last toward the long end of their abrasion class; run starved, one-sided and over-tight, and they wear toward the short end on the very same rock. Feed and setting management is a wear-life lever as powerful as the alloy choice — and a great deal cheaper to pull.
Frequently asked questions
Where do I get the abrasion index?
Either a Bond abrasion test on a representative sample, or published values for your rock type as a first estimate. Calibrating from your own liner history matters more than a perfect .
Do liners wear evenly across the chamber?
No. Wear concentrates at the choke zone and lower mantle; the model should track the fastest-wearing point, since that is what ends the liner’s life.
Is a harder alloy always better?
Not always. Work-hardening manganese suits high-impact duties; harder chrome-irons resist abrasion but can crack under impact. Match the alloy to the dominant wear mode, then re-fit .
Key takeaways
- Liner life scales inversely with abrasion index:
 .
. - Calibrate the site constant from your own liner-change history.
- Feed rock alone can swing liner life 3× or more; plan stock and labour around .
- The cheapest interval is usually just before mechanical wear-out, where total cost per tonne is minimised.
- Forecast by tonnage, verify by profile and power trends, and change before the end-of-life knee.